
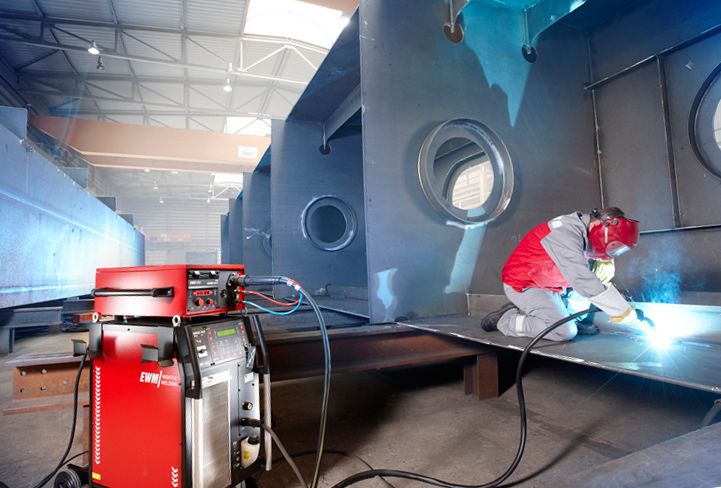
Gas-shielded metal-arc welding with highly dynamic inverter power sources
Every year, around 20 000 t of structural steelwork leave the production facilities of Plauen Stahl Technologie GmbH, an SME with 190 employees. Leading-edge production processes for sawing and drilling of sections, for flame-cutting, drilling and chamfering of metal plates, and for performing crucial joints with state-of-the-art welding technology allow structures to be fabricated to the highest technical standards, even for extravagant architectural projects. For these projects, safety and quality are the top priorities. Efforts to achieve those priorities, combined with the desire for greater cost-effectiveness, led to the company investing in forceArc®, currently the most innovative gas-shielded metal-arc welding (GMAW) process, two years ago.
Media






According to Dipl.-Ing. Jörg Neudel, head of process planning and the engineer responsible for welding (EWE) at the company's headquarters in Plauen, the core business of Plauen Stahl is "structural steel engineering, specializing in heavy structural steelwork”. Then he adds: "We usually handle high-volume projects where the weight of individual components starts at around 50 t.” Neudel describes the projects and industries as follows: "In bridge construction, we are an international premier league player producing steel structures for railway and tramway bridges and large-scale projects such as the gigantic Millau Viaduct in France, higher than the Eiffel Tower and longer than the Champs-Elysées, for which Plauen Stahl Technologie supplied individual bridge components. We are a world leader in boiler steelwork for power plants [see Fig. 3]. Our experience in this field dates back to the 1970s.” The company also specializes in crane bridges with spans of 50–100 m and the structural steelwork for lock gates. The dimensions of these segments are impressive, with spans of 40–70 m and heights of up to 20 m. For a special gate on the Danube, the company fabricated a lock segment with a height of 35 m.
Step by step towards the dominant jointing method
Well-thought-out materials flows in the Plauen production facilities forms the basis for effective and economical production. In the first stage, sections and metal plates are sent from the warehouse to production for beam treatment and NC-controlled cutting. Afterwards, they are sent to one of two bays with production stations for partial segments and assemblies, and from there they are sent for finishing with final colour conservation.
The bays for partial segment fabrication and finishing bustle with activity. The work model here is mainly determined by the welding operations – two- or three-shift working depending on the order situation. Welding personnel have access to the latest system and power source technology for their work. For jointing, they use the submerged arc welding process with single- and two-wire technology – mechanized at several portals. Added to this are several "tractors” for submerged arc welding.
A number of conventional metal active gas (MAG) power sources are available for GMAW tasks. The welding filler material varies between solid and cored wires, depending on the joint specification. The shielding gas from the closed-circuit pipelines in the production bays is the same for all GMAW devices: M21, a mixture of 82 % argon and 18 % carbon dioxide – slightly modified for the high quality requirements. Two years ago, MAG welding at Plauen Stahl entered a new era. The company ordered 14 highly dynamic inverter power sources, Phoenix 521 puls forceArc®, from German market-leading manufacturer EWM HIGHTEC WELDING in Mündersbach. These devices are ideal for the forceArc® joining method that is becoming ever more prevalent in the structural steelwork industry.
Minor effect has major significance
The decision to acquire EWM technology was not a difficult one. As an experienced and circumspect welding expert, Jörg Neudel always has his finger on the pulse of the industry: "We are a … welding company with extremely high quality standards. This means we are producing more and more butt welds which we always, in 100 % of cases, subject to a non-destructive test – with ultrasound or radiography. We wanted to make the MAG joining process even more reliable with forceArc®. In the interim we demonstrated this for some applications with single- and double-bevel groove seams, and in doing so achieved a massive improvement in quality. The failure rate compared with conventional spray or pulse arcs is significantly lower. An effect that at first seemed to be of minor importance became almost the main reason for using forceArc® – the targeted use of this technology in the root area and for intermediate layers saves us time, a lot of time. In the past, the seam root generally had to be removed by air arc gouging before the backing run could be welded on the other side of the metal plate. Accordingly, the seam geometry was configured with a two-thirds to one-third ratio: one-third with a large seam opening angle for the side being gouged, two-thirds for the side that is filled at the start. With the opening angle that is now symmetrical for the forceArc® process, we save seam volume and handle angular distortion much better.”
A totally clean – and highly rated – process
MAG joining is now considerably more defined in Plauen. To enable this, groove preparation and pre-production have been restructured. This starts with the metalworkers taking a more disciplined approach to the assembly work. They need to pay special attention to maintaining the exact air gap between the components. This requires them to identify more strongly with their own work, but does not take any longer. Looking at the welding process alone, forceArc® reduces non-productive time considerably – cleaning and gouging work is minimized, allowing the welder to do what he joined his profession for: to weld without his rhythm being interrupted. Although Neudel does not state the precise percentage of the savings, he sees the improved flow throughout the whole production chain as an excellent result. The welders therefore rate the forceArc® process extremely highly. They feel the same way about the Phoenix power source too, without reservation. As well as the innovation, this is also perfect for the pulse and spray arc MAG variants commonly used up till now. Neudel sums up as follows: "The machine runs completely cleanly in the spray arc area for vertical-up seams with 5–6 m/min of wire feed and 200 A of welding current; the same applies to the pulse arc with 20 m/min of wire feed at 400 A.”
The welders are very well prepared for their tasks. They are all qualified to join materials in Group 1 (up to structural steel grade S 355). A defined group of persons also specializes in joining work on fine-grain structural steels and chrome/nickel steels. At the Vogtland plant, fine-grain structural steels up to S 960 are also processed. Grade S 355 ML steel is used in bridge construction because of its resistance to low temperatures, as well as the high-strength fine-grained structural steel S 460. Hydraulic engineering (lock gates) involves joining duplex and chrome/nickel steels, mostly using black and white connections.
SSO opens new doors: convincing trial run
Neudel sees the commitment of the EWM dealer, Peter Schüler, as a further factor that was integral to the new process gaining a foothold at Plauen in the first place. The dynamic owner of SSO Schweiß- und Schneidtechnik Oelsnitz worked together with Plauen Stahl to define the configurations and settings of the machine and the process, and to determine the characteristic curves. He provides an outstanding level of service. SSO supplied Plauen with a Phoenix power source to try out for three months – the quality of the machine and the process proved convincing.
For Jörg Neudel, the particular technical and economic benefits of the machine/process combination lie in the details: "The crucial factor for us is that we always achieve root reinforcement with forceArc®, which is not the case with standard MAG welding. This truly defined reinforcement can in certain cases eliminate the need for complete gouging of the backing run. We have learned to work with precision for this.” He sees the introduction of the powerful and directionally stable forceArc® as a technological transformation of his production process: "In the past, we generally used submerged arc welding for sections over 500 mm. Now we also join sections up to 800 mm with forceArc® – with plates up to 80 mm thick where, for example, 100 welding layers have to be laid. Unlike with submerged arc welding, the MAG variant requires less setup time and is extremely easy to control. It also ensures excellent fusion penetration in the weld flank. We have not as yet been able to spot a single case of lack of inter-run fusion between the welding layers. If we do discover lack of fusion or pores, the defect is generally to be found on the fringe areas of the parent metal. Even with the most careful work, pores continued to occur in these places sporadically.” Welding engineer Jörg Neudel is convinced that the parent metal with its non-metallic impurities is largely responsible for this. There is a need for better quality rolled metal plates with fewer impurities.
A strikingly simple solution
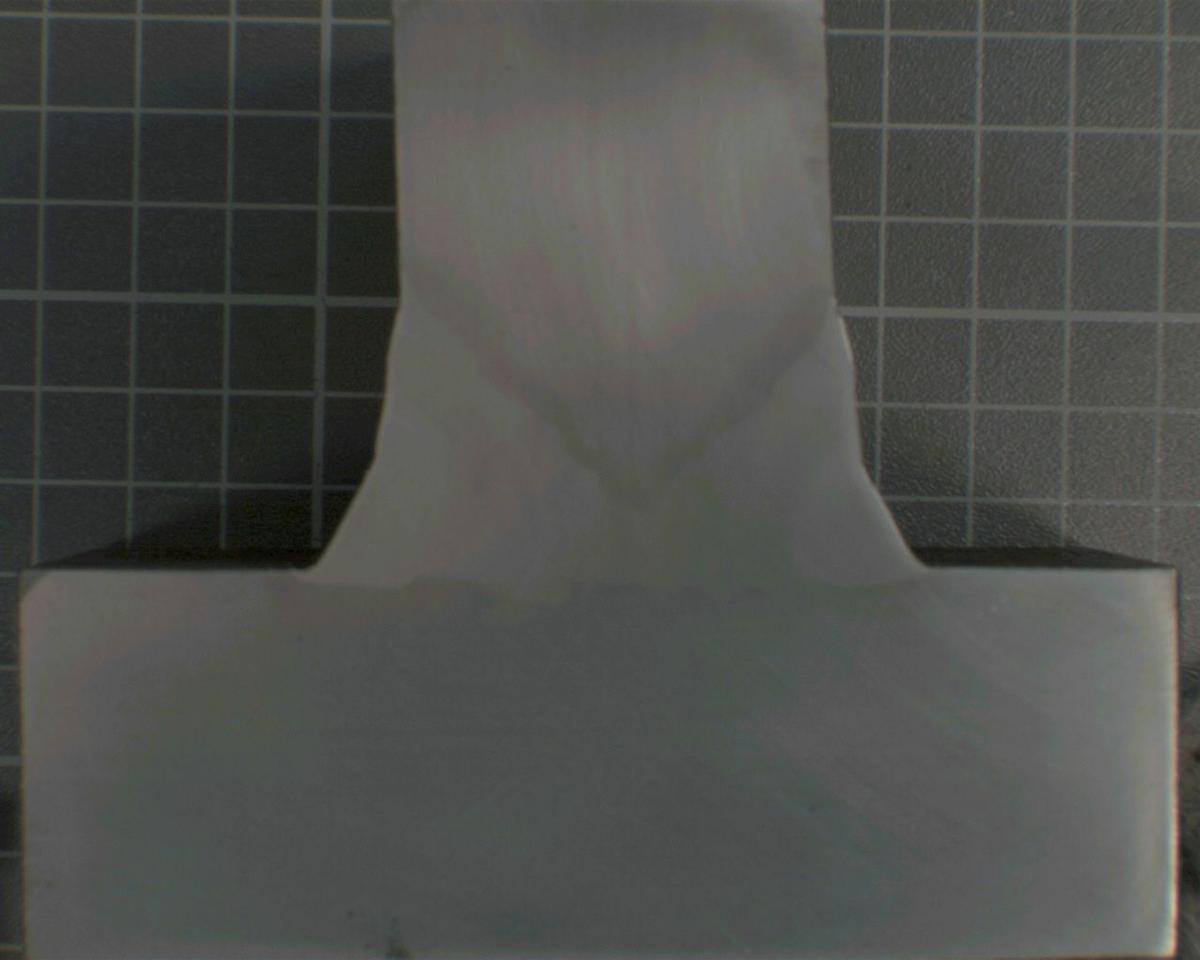
Industry experts are only slowly becoming aware of what actually constitutes the enormous potential of forceArc®. A love of experimentation and an open approach to new possibilities for technological applications have already led to discoveries and results at the Plauen plant that completely redefine the physics of welding. The root reinforcement of a single bevel seam creates a finished fillet weld with the required a-measurement on the reverse that fulfils all quality requirements.
Jörg Neudel explains this, not without a hint of pride: "After a series of preliminary tests, we used a single-bevel seam on the box section of a crane bridge; forceArc® was used to lay the 30 m long seams. The inspection inside the box revealed that we are achieving fillet welds that correspond to evaluation group B in accordance with ISO 5817, with a defined hollow fillet and corresponding overlap – and at 3 mm, the a-measurement also complies with the value required by the standard. The reason for this is that we maintain a defined air gap from end to end. We are aware of what this result means for the future of welding technology.” What he means is that it is now possible to weld certain seams from one side only. The backing run is created "automatically” – no joining – no welding.
Groundbreaking engineering
Jörg Neudel is also happy to talk about small details – work techniques, materials, welding workflow – from the experience he has gathered over 26 months of using forceArc®: "Our welders have to work with full concentration. They are not allowed to produce any slag inclusions in the weld metal. Backhand welding is therefore an advantage. We pre-heat at the start of the seam and have developed techniques to ensure there are no end craters. This applies equally to double-sided fillet welds and full connections.” The welding process in Plauen is fully geared to the safety and quality of the components. Neudel sees no limits for forceArc® as far as weldable steel materials are concerned, whether working with creep-resistant grades for power plant engineering or chrome/nickel steels.
- About this
data sheet - Product-ID
6285 - Published on:
24/05/2013 - Last updated on:
30/01/2016