
Welding process revolutionizes crane production
With its brands Grove, Manitowoc, National Crane and Potain, Manitowoc Cranes is a leading crane manufacturer worldwide. The factory in Wilhelmshaven produces mobile and telescopic hydraulic cranes with capacities ranging from 80 to 450 tonnes. And as everywhere in steel construction, welding technology is also the key production factor here – used for 60 % of the total production. Manitowoc Cranes uses the outstanding potential of the innovative forceArc® welding process developed by EWM HIGHTEC WELDING, the technology leader for welding power sources and processes.
Media




The factory is more than just a production site; along with design and development, the factory is also home to prototype construction with a test area for the European crane types. The components of the huge cranes – whether booms, rotary tables, chassis frames or supporting beams – are made from high-strength, fine-grain steel in various grades. Before welding, the components pass through various processing stations: thermal cutting, bevelling, edging and machining. As in all areas, the main factors for the company when choosing the welding process are quality and efficiency. This is why, along with the two submerged welding robots for longitudinal seams, 50 conventional metal active gas (MAG) power sources are in use.
Full-depth weld with a defined fillet weld on the seam root
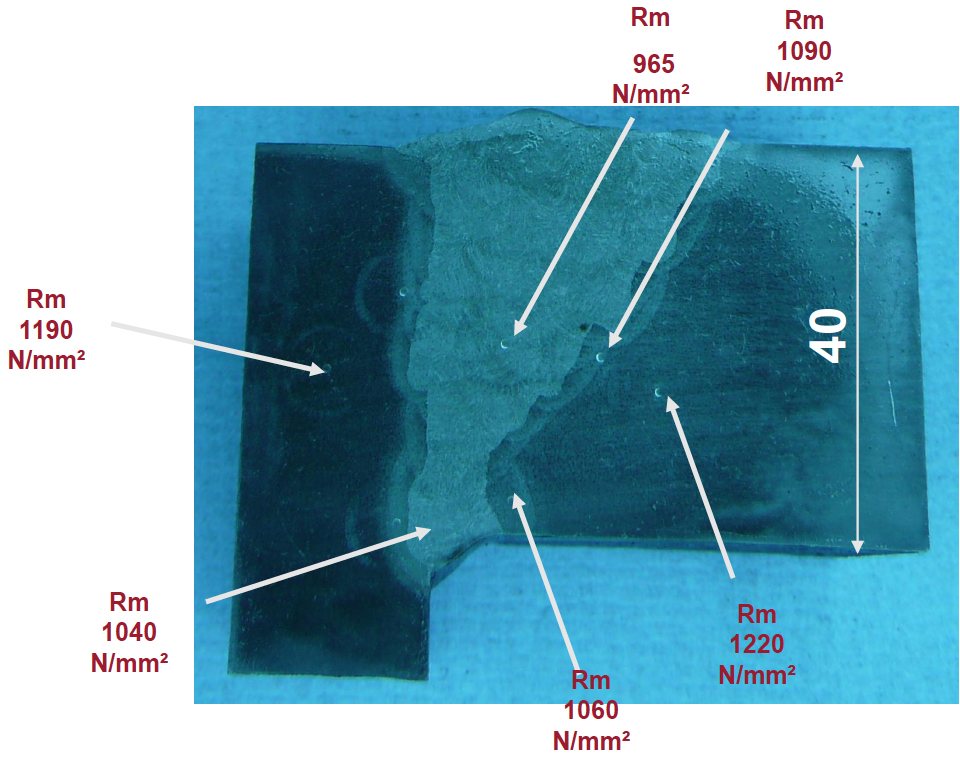
It’s already a fact that the world of jointing will be changing considerably at Manitowoc. With the internationally acclaimed forceArc® MAG process, the welders have been able to experience what any expert would describe as completely impossible: a full-depth weld on 10 mm steel sheet with a defined fillet weld on the seam root – without any chamfering whatsoever! This process represented a contradiction to the principles that were regarded in the sector as irrefutable: high-strength, fine-grain structural steels must be welded with low energy per unit length in order to keep distortion in the joint within acceptable tolerances – forceArc® works with high levels of energy per unit length. However, practice shows that, in this case, a large-grain structure is not produced from the fine-grain structure in the heat-affected zone. All strength values in our hardness tests have proved this (Fig. 3).
Production costs halved
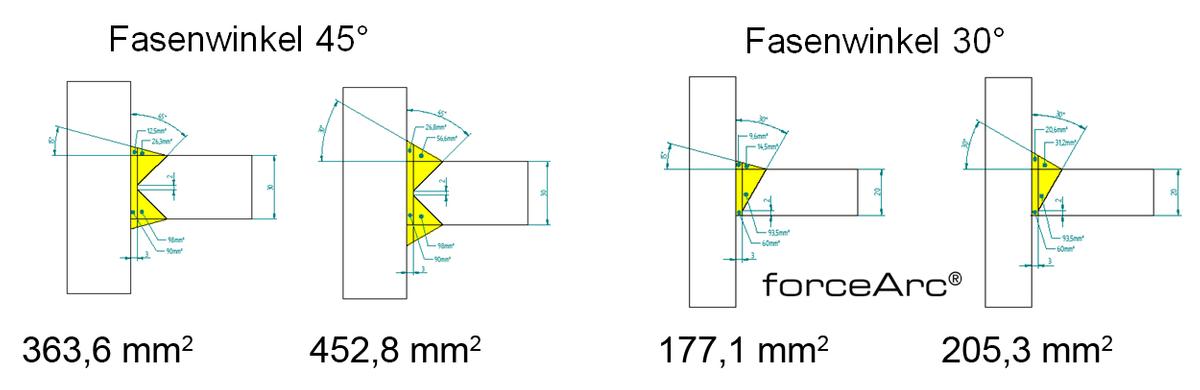
The new jointing process at Manitowoc is inseparable from the Phoenix 521 puls inverter power source, which creates a powerful and precise arc thanks to the highly dynamic control. The Wilhelmshaven factory initially envisaged the possibility of using forceArc® on one of their applications: a 40 mm thick metal plate which, up until now, had been prepared for a double-bevel seam (45° preparation angle on the back, 60° on the front), but could now be given a 30° single-bevel seam. With the old double-bevel butt weld method, the root was welded from the front, gouged from the rear and finally filled from both sides. Now it is merely welded from one side and filled – the root with forceArc®, the filler and final passes with the pulse arc by simply flicking a switch on the torch. This phenomenon has been tested several times by materials testing institutes; the results were all positive. This jointing technology can save 50 % of the production costs in welding and preparatory work.
Three days saved
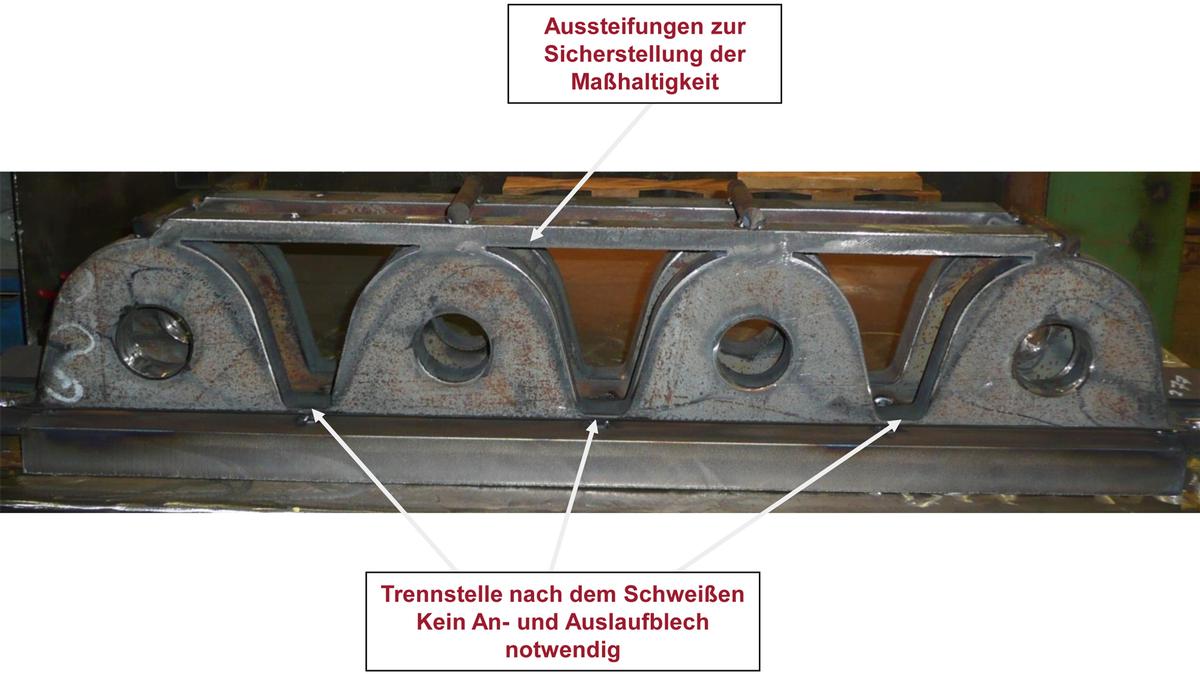
The new way of jointing has already replaced traditional MAG welding for several applications in northern Germany. For example, a particularly heavy locking console for the GMK 7450 mobile crane was welded in this way (Fig. 4). Due to poor accessibility, air arc gouging and welding the backing run were extremely difficult on this component made from S 960 QL fine-grain steel. In addition, each part had to be provided with run-in and run-out plates for the beginning and end of the weld. Keeping closely to its design, Manitowoc fabricated the component according to forceArc® principles and now produces it in batches of four (Fig. 5) – without the backing pass and saving two gouging and filling operations in a place that is particularly hard to reach. That saves welding consumables (DR-SG 100 X/20) and, last but not least, shielding gas (M21 conforming to EN ISO 14175). They needed 32 welding beads including final pass for the old production method. With the new 30° method, the joint is completed with just 13 beads (Fig. 6). The savings potential with forceArc® is even more obvious when expressed in terms of production days. The production manager calculates the production time today with two shifts as opposed to five shifts in the past.
Process innovation slims down production
The new machine/process combination will simplify production significantly, even eliminating certain time-consuming steps. It means that the bevel grinding system and flame cutting machine will be used less frequently because previously two bevels for each side of the sheet were needed for a double-bevel seam, and now only one is needed for a single-bevel seam. It also means that there is no need to handle the components between processing steps. The new era of welding for Manitowoc’s cranes also makes itself felt in terms of quality. The fact that fewer steps are required means that the quality to be produced is achieved at a much earlier stage. The heat input to the workpiece is also simpler to define in advance and shrinkage processes can be anticipated better, which is especially helpful when designing. Traditional MAG welding requires several work steps with a high level of heat input as well as constant repositioning: welding of seam root and the first intermediate passes, gouging the back of the root, partly filling the backing pass, filling the first side and welding the final pass, filling the backing pass and welding the final pass. But with the new technology, steps two, three and five are no longer necessary (Fig. 7).
- About this
data sheet - Product-ID
6288 - Published on:
24/05/2013 - Last updated on:
30/01/2016